
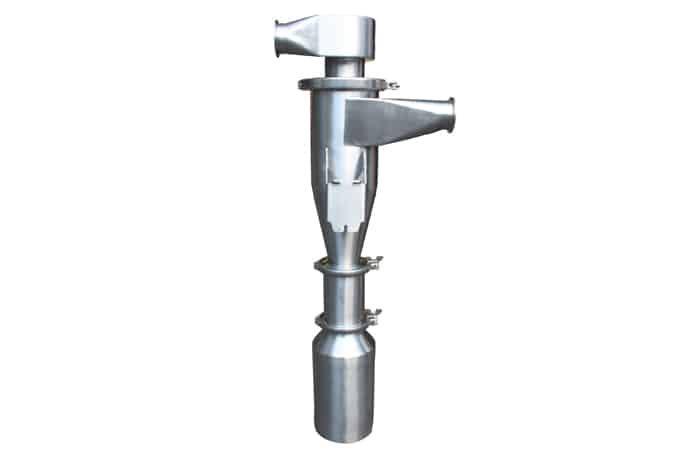
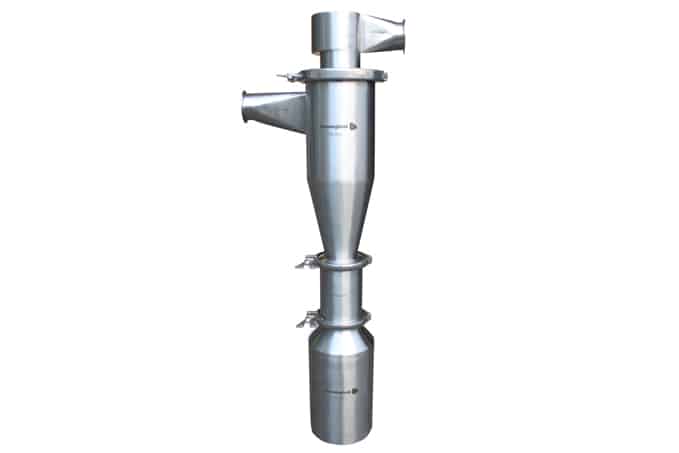
The Hanningfield Uni-Dust powder recovery cyclone has been specifically designed and developed for the reclaim of waste powder from pharmaceutical OSD processes such as compression and encapsulation. In typical applications, the system is able to capture between 90 – 99.9% of waste powder.
Because the cyclone collects dust before it hits the central dust extraction system, it prevents blinding and the replacement of expensive filters in the extraction system or vacuum cleaner. The Uni-Dust has been shown to greatly improve batch reconciliation and yields. Other benefits include almost zero maintenance or upkeep costs. Thus, the Uni-Dust is the ideal addition to your powder process application.
Optimising Your Cyclone Performance
Since its initial development, the cyclone has been continually fine-tuned to maximise its effectiveness in process applications. There are various methods which can be employed in the process setting to ensure optimum performance. We explore some of these approaches below.
Here are some of the simple, yet essential checks you can undertake to achieve maximum performance:
1. It is crucial that the filter cleaning system used during powder transfer is operating efficiently. Filters are the most essential component of any powder transfer system and should be checked and cleaned regularly. Blocked filters can greatly reduce the airflow and thus the overall performance of the system. It is important to note that cartridge-type filters can be cleaned using a vacuum cleaner. Fabric-type filter bags can be washed.
2. Seals and gaskets must be accurately fitted and be in perfect condition to avoid any air-leaks. It is crucial to check the seals and gaskets and remove any residual product that may cause potential leaks. Once again, any problems here can cause a significant decrease in performance of the cyclone as the air flow suffers.
3. Air entrainment is imperative to the correct operation of a lean-phase vacuum transfer system. It is important that sufficient air-bleed systems are incorporated into the convey line and are checked for correct operation, allowing air to be introduced when needed. Hanningfield offers a range of air-entrainment devices to ensure peak performance is achieved. Our experts can guide to through selecting a device best suited to your system.
4. Good ‘earthing’ of the system in essential to avoid static build up. It is important to ensure all flexible hoses are embedded-wire type and correctly earthed at each end. Confirmation of a continuous ‘earth’ throughout the system should be checked periodically using a multi-meter.
5. Finally, all vacuum conveying powder transfer systems rely on a timed sequence of operations, such as convey duration, discharge durations and length of filter clean cycle etc. It is important that these settings are correct to provide optimum performance. Control sequences should be regularly checked.
If a system is not correctly maintained, performance levels can fall significantly. For process-specific recommendations and best-practice, please do not hesitate to contact us where a member of our team will be happy to discuss your specific application





Get in Touch
If you would like to speak to one of our experts regarding your powder recovery application or you would like a quote for one of our products, send us a message using our Contact Form or call us on +44 (0)1702 549 777.
To keep up-to-date with the latest news from Hanningfield you can follow us on LinkedIn.