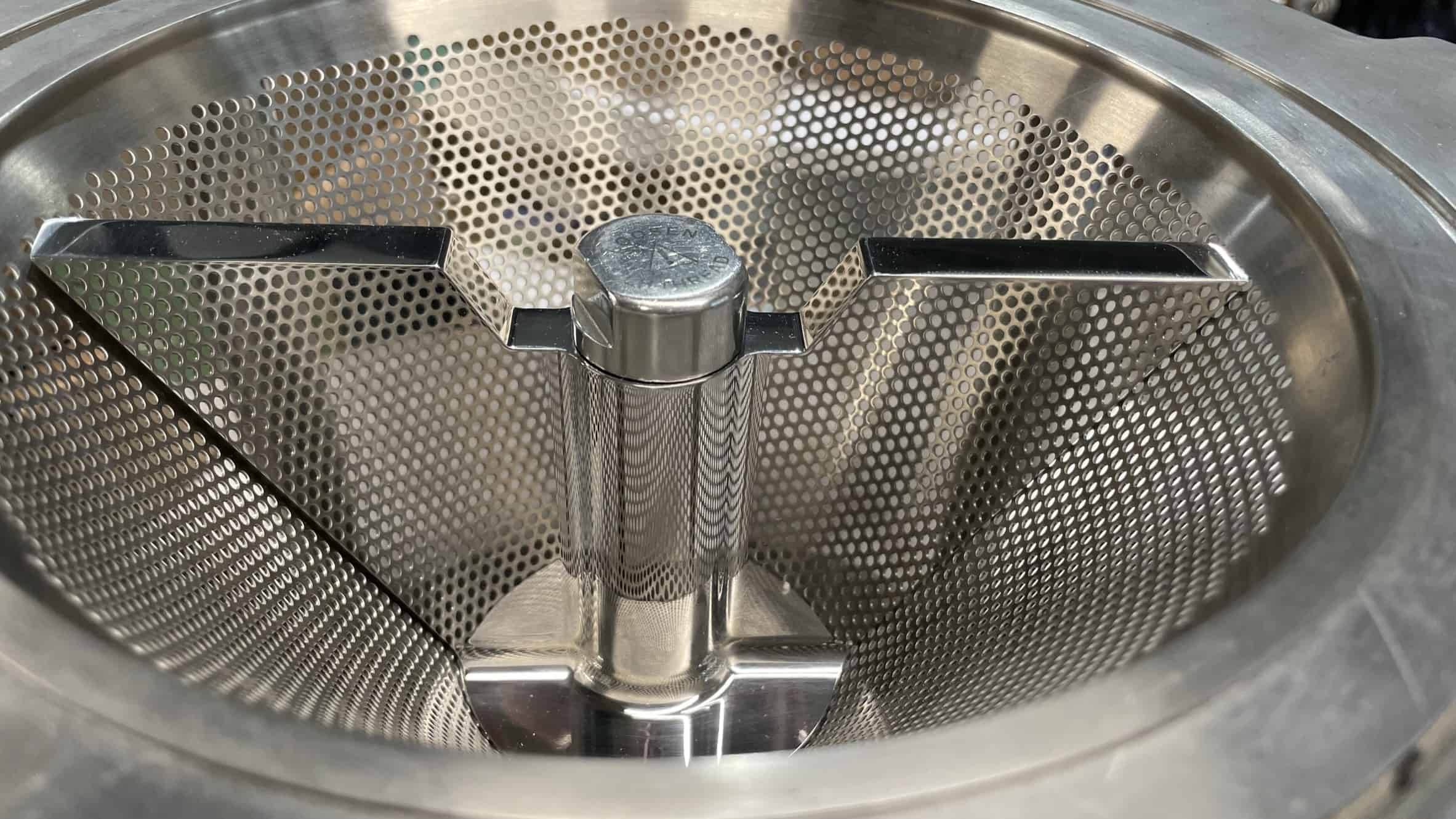
The full face impeller is quite different from conventional impellers with ‘arms’. Comparing both types (figures 1 and 2), you will notice that with the full face impeller there is no open space between the impeller shaft hub to the working edge of the blade.
Figure 1: Full face impeller shown above and the conventional impeller with square arms depicted below. The full face impeller shares the same blade tip profile as the square arm impeller.
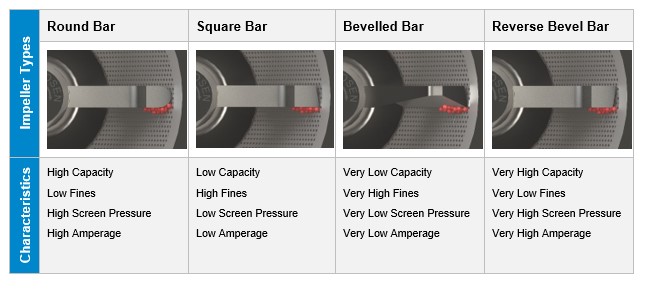
Figure 2: The square arm impeller is depicted above. The tip profile is designed with no nip area. Thus, particles are pushed through the screen by means of centrifugal force. Other arm profiles and their function are described below.
Although both impellers share the same tip profile, by filling the space between the hub and blade tip with solid metal, the functionality of the full face impeller significantly changes.
All arm style impellers create a relief area whereby particles are not pushed through the screen by the blade tip. Particles are recycled to the centre of the screen confines along with the introduction of new material from the feed chute. This recycling effect increases aggregate residence time, which in many cases, imparts heat by the interaction of the particles and impeller.
Looking at this impeller, the lack of a relief area means that a large percentage of the particles in the confines of the screen interior space are forced out of the screen as the impeller turns. This translates to much higher capacity, lower particle residence time with the consequence and benefit of less fines generated in many cases. In essence, the full face impeller can be associated to the action and function of the impeller of a positive displacement pump.
Adding to the Impeller Types table above, the functionality of the full face impeller is as follows:
Extremely High Capacity
Extremely Low Fines
Extremely High Screen Pressure
Extremely High Amperage
You might ask that since the full face impeller offers so many advantages, why is it not used more often? From the above characteristics, screen pressure is dramatically increased. This means that caution must be exercised when using thinner gauge screens, especially with higher density materials. In some cases, controlled or dose feeding is required. Another issue is power consumption. Due to the high moving mass of the impeller and increased work created, the normal connected load might not be sufficient. This may require an increase in motor and motor controller size. Finally, the solid impeller is more costly to manufacture compared to a conventional impeller with arms.
This impeller is a good application fit for many heat-sensitive materials and those materials with high fat and moisture. Semi-plastic material with high viscosities e.g., chocolate, often can be successfully processed with higher open area screens. Various bulk moulding compounds can also be homogenised to improve quality and facilitate subsequent mould filling. Other applications include chocolate confectionery reclaim, frozen dairy product (yogurt and ice-cream) inclusions.
Variations of the full face impeller include a slanted blade useful for de-lumping of low-density materials at high capacity and a very aggressive pocketed impeller for even higher capacity.
Figure 3. Aggressive pocketed full face impeller is illustrated above providing the option for an even greater capacity of milling throughput.
Author: Jim Ruschmann, Application Specialist
Get in Touch
If you would like to speak to one of our experts regarding our Conical Mills or mill parts or you would like a quote for one of our products, send us a message using our Contact Form or call us on +44 (0)1702 549 777.